| EDM Electrical Discharge Machining, eller som vi här i Sverige kallar för gnistning,
är en metod för att skära och avverka material i alla elektriskt ledande material, oftast metaller. Vi har i över tio år bistått industrin med service, reperationer och ombyggnad av gnistutrustningar. Vi har också lika stor erfarenhet i att använda mobila anläggningar för gnistning framförallt i kärnkraftverk där gnistning ofta är den enda rimliga möjligheten. Hansvedt H-Pulse 1500 serien och 201 är de Powersupply vi arbetat mest med och kan bäst. Behöver ni hjälp...maila oss. |
 Bild: Gnistning |
|
| Hur fungerar det?
Alla har vi väl lekt elektriker någon gång i bilen eller hemma och lyckats sätta en skruvmejsel på fel ställe så att en gnista
med åtföljand kortslutning uppstår. När vi har torkat bort sotet från mejseln ser vi att det har uppstått en liten krater i metallen.
En del av den försvunna metallen har kastats iväg som smält metall men en del har faktiskt på grund av den höga temperaturen
övergått till gas. Om man kan göra många gnistor, kyla metallen och gasen och dessutom få kontroll över kortslutningarna så
har vi en avverkningsmetod som kallas EDM.
|
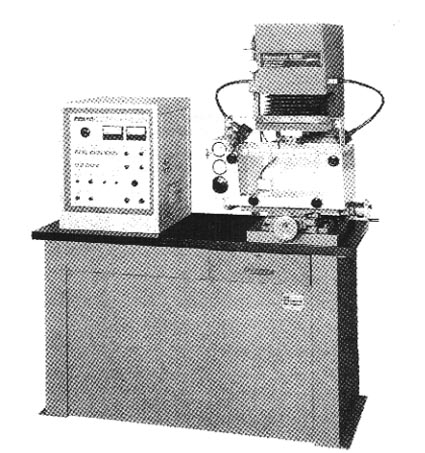 Bild: Hansvedt SM-150B/201. |
|
| När använder man EDM? Oftast används EDM inom tillverkningsindustrin när man vill "gröpa ur" en gjutform i ett metallstycke. Den används sedan till att gjuta många tusen plastdetaljer som t.ex. LEGO-klossar, skal till mobiltelefoner och mycket annat. Man har då gjort en modell i grafit som sedan används som elektrod. Det finns också så kallade trådgnistar där en tunn tråd är elektroden och där man "skär" ut en detalj ur ett stycke stål.
|
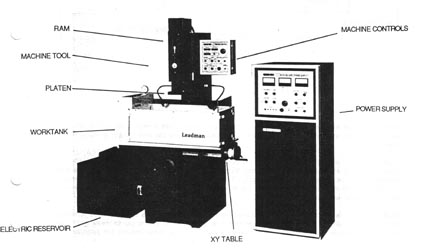 Bild: Hansvedt H-Pulse 1500 serien. |
|
| Varför använder man EDM?
Att mekaniskt "gröpa ur" en gjutform är mycket svårt, särskilt i hårt stål. Det är mycket lättare att göra en modell i grafit. |
 |
|